Hospodářské strojnictví řadí se na mnoze i v odborných kruzích na jedno z posledních míst kovodělného průmyslu. Velký sociální a hospodářský význam zemědělského stroje se přehlíží a jako důvod se uvádí, že používané stroje vznikly v praxi a nejsou doposud doprovázeny teorií a vědecky prokázány jako jiná odvětví. Z neznalosti poukazuje se též na někdejší řemeslnou výrobu, jež však dnes patří šeré minulosti. Od dob, kdy hotovení hospodářských strojů přeneslo se do továren, nastal netušená obrat.
Dnešní výrobu hospodářských strojů možno řaditi mezi hromadnou a specialisovanou. Taková činnost předpokládá širokou obchodní organisaci, rozvětvenou na velká území a předem stanovený promýšlený postup v závodě samém čili dokonalou organisaci vnitřní. Ostrá konkurence na trhu domácím a zahraničním přinutila výrobce nejen ku rekonstrukci typů, ale i ku reorganizaci výrobních metod a o ekonomickému zhotovení stroje. V hospodářských strojírnách pochopilo se již dávno, že úspěch může přinést za normálních odbytových poměrů jen největší výkon při nejmenších prostředcích.
Studie tato nechce zabývati se detaily výrobních pochodů, má podati pouze povšechný obraz produkce, způsobu práce, používaných strojů a poskytnouti přehled po důležité národohospodářské skupině, již tvoří hospodářské strojírny.
Produkční program je velmi široký a různorodý. Hospodářské stroje záležejí z podstavců, pracovních dílů (nástrojů) a spojovacích částí jako: hřídelí, zalomených hřídelí, ložisek, řemenic, ozubených kol, klínů, šroubů, nýtů atd. Hlavní skupiny jsou:
A) Stroje a nářadí ku obdělávání půdy (pluhy obyčejné, parní, motorové a elektrické, kypřiče, brány, válce atd.).
B) Stroje na kulturu rostlin (rozmetadla hnojiva, secí a sázecí stroje, plečky).
C) Stroje na sklízení plodin (žací stroje, obracovače, pohrabovače, vyoravače brambor a řepy).
D) Stroje ku zpracování sklizně (mlátičky, lisy, řezačky, mačkadla, šrotovníky, řepáky atd.).
E) Mlékárenské stroje, transportní zařízení, sušárny a pumpy.
Ku samostatnému oddělení počítají se hnací stroje: Žentoury, vodní a větrné motory, parní lokomobily, spalovací motory a elektromotory.
Toto základní rozdělení dodržuje se i při výrobě; některé závody soustředily svůj zájem na jednu skupinu, jiné omezují se na několik tříd, největší továrny mají pravidlem i nejobsáhlejší program, vyrábí pak téměř všechny uvedené stroje od pluhu do parních mlátících garnitur. V našich zemích není přísně specialisovaných strojíren na hospodářské stroje, jak tomu je v Americe. Malé naše odbytové území, odlišné klimatické a vegetační poměry, různorodé požadavky zemědělců v jednotlivých krajích znemožnily, aby ve specialisaci šlo se co nejdále ku prospěchu celonárodního hospodářství. Rozdíl našich a zaoceánských podmínek osvětlí nejlépe příklad. Dvě velké továrny v Chicagu vyrobily v jediném roce před válkou okolo 400 000 žacích strojů a 70
% této ohromné výroby odbyly doma. Tak šťastné podmínky nemá ani zdaleka naše republika; domácí industrie přizpůsobovala se vždy našim hospodářským poměrům. Všestrannost ustupovala specialisaci a teprve v posledních letech pod vlivem hospodářské krise převládla snaha snížit počet druhů zboží a provésti standardisaci dílců a strojů.
Ve strojírnách na hospodářské stroje vyrábí se na sklad, hotové výrobky prodávají se ze skladu. Jednotlivé zakázky jsou výjimkou, součásti hotoví se ve velkém počtu kusů, výroba jejich předchází montáži a ukládá se do skladišť dílců a meziskladů v dílnách. Pro montáž předpisují se serie od 5 do 50 kusů. Je samozřejmo, že výroba takového rázu nemůže záviseti na náhodě a musí býti řízena. Čelní hospodářské strojírny (zejména větší) jsou proto organisovány podle zásad technické ekonomie, které zajišťují přehlednost produkce, včasnou spolupráci a kontrolu všech produktivních a neproduktivních složek, řádnou kalkulaci výrobků, jež je nezbytná pro racionelní uspořádání díla.
Hromadná výroba detailů je nemyslitelná bez normálií, veškeré společné části musí býti normalizovány. Normalie stanoví konstrukce, vedení dílen a kalkulace plně podle hospodářských pravidel. Všechny jmenované činitele musí proniknouti idea moderní výroby, aby velký úkol se podařil. Stanovení normálií a program všech součástí hromadné výroby mají nevšední význam pro zdar práce. Všude tam, kde lze kupř. použíti jedné zápustky, nebo jedné formovací desky místo dvou, se výroba zjednodušuje; menší investovaný peníz do zařízení, zmenšené sklady součástí pro výrobu a náhradu snižují velmi značně výrobní náklady. Normalisace umožňuje též snadnou výrobu na revolverových a automatických strojích. U hospodářských strojů je normalizování velmi vděčnou prací. Při parních pojízd. lokomobilách o výkonu 6-30 HP lze vystačiti např. se dvěma rozvody, společnou armaturou na kotli a stroji, se dvojím napájecím zařízením atd.; u benzinových motorů pro 3-25 HP postačí tři druhy rozvodu, u secích strojů šroubových, válečkových a lžičkových, mohou býti všechny detaily společné až na skříň s výsevním ústrojím atd.
Provedenou normalizací a hromadnou strojovou výrobou stoupá vedle výkonnosti i jakost výrobků a usnadňuje se ve značné míře hotovení vyměnitelných součástí, které požaduje zákazník. Řádně provedená normalizace nesmí přecházeti používaný materiál, pracovní nástroje a pomůcky.
Největší důraz při výrobě hospodářských strojů je položen na dílny, stěžejní zásadou je zdokonaliti dílny a metody pracovní, aby se vyrábělo co nejlevněji. V čele výroby je postavena výrobní kancelář – ústřední středisko, které rozvíjí závodní činnost podle stanovených směrnic, aby výroba dála se pečlivě a nerušeně. Výrobní kancelář přiděluje práci přípravným oddělením, montáži, stanoví úkoly a termíny, kontroluje výrobu na strojích, i při sestavování, aby pracovní materiál, strojní zařízení, pracovní energie dělnictva se ekonomicky využily.
Vliv těchto složek na cenu výrobku stanoví kalkulační oddělení, jež účtuje netoliko ceny svéstojné, ale i kontroluje vady organisace závodu. Bez přesné kalkulace nelze si při dnešních častých změnách cen materiálu a mezd výrobu hosp. strojů představiti. Sledování výrobních cen ukazuje, jak jednotlivé položky spolu souvisí, jak dělba práce a operace zatěžují výsledek, a poskytuje účelnou oporu správě závodu pro zlepšení a úsporu na prvém místě. Moderní hospodářské strojnictví neobejde se bez vědeckého řízení práce, neboť musí soutěžiti s cizinou (Německem, Anglií a Amerikou).
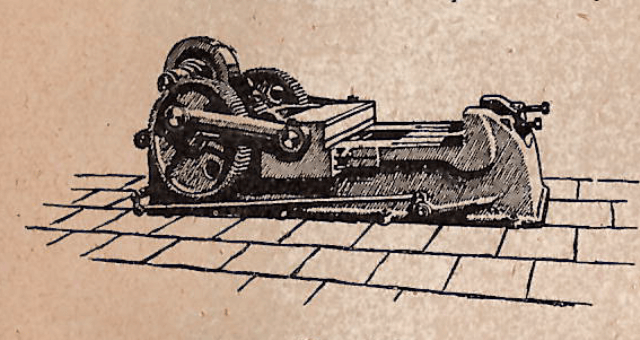
Obr. 233 – ohýbací stroj
Značné množství materiálu a polotvarů, jež při výrobě proudí dílnami, vyžaduje, aby vnitřnímu uspořádání dílen, cest a postavení strojů věnovala se stálá péče. Těžké a výkonné stroje jsou nejblíže dopravních tepen, materiál prostupuje dílny předepsaným směrem, součástky vedou se do skladů a odtud do montážních oddílů nekratším a nejlevnějším způsobem, aby dosáhlo se úspor na neproduktivních výlohách.
Po vzoru amerických strojíren, které princip „ vyměnitelnosti“ přivedly na vrchol dokonalosti i naše hospodářské strojírny dodávají měnitelné dílce i celé částě strojů. U žacích strojů se např. všeobecně požaduje, aby opotřebované částě daly se snadno bez jakékoli přizpůsobení nahraditi novými. Takový požadavek vede ku rozsáhlému používání přípravek při opracování, čímž dosahuje se vedle přesnosti i zvýšení výkonu. Výhody pomůcek při opracování nejsou ještě doceněny, ač jsou pronikavé, předmět opracuje se na jedno upnutí, rýsování odpadá, pomůckou určí se zároveň nejvýhodnější pracovní postup. Pomůcky nutno prováděti co nejjednodušeji, aby normální nástroje se uplatnily. Logickým důsledkem vyměnitelnosti při výrobě je používání tolerančních měřidel pro průměr i délku. I v tomto směru pracuje se v některých závodech rychle kupředu. Po každé operaci následuj kontrola, veškeré míry se přeměří; přesnost všech nástrojů a měřidel zkoumá se pravidelně ve lhůtách 1-2týdenních.
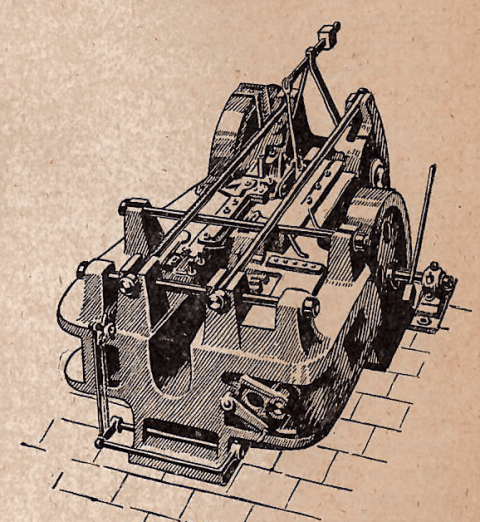
Obr. 234 – kovací stroj
Nejdůležitějšími přípravnými dílnami jsou: slévárna, kovárna, soustružna, lisovna a truhlárna. Sestavování strojů provádí se v montáži, k níž přiléhají zkušebny, natěračské dílny a sklady. V úzkém rámci tohoto pojednání není možno sledovati široké pole výroby ve všech odděleních, laskavý čtenář nechť spokojí se několika charakteristickými ukázkami zařízení a způsobu práce při seriové výrobě.
Strojní výzbroj kovárny je volena tak, aby ruční práce se nahradila přesnější a levnější prací strojovou. Sklady váleného železa připravují na lůžkách, upichovačkách a pilách potřebné rozměry a počet kusů pro kovárnu. Všechny kovářské práce jako ohýbání, pěchování, lisování, prorážení a válcování provádí se strojně. K jednoduchému i několikanásobnému ohýbání slouží ohýbací stroj (obr. 233.), ku pěchování kovací stroj (obr. 234).
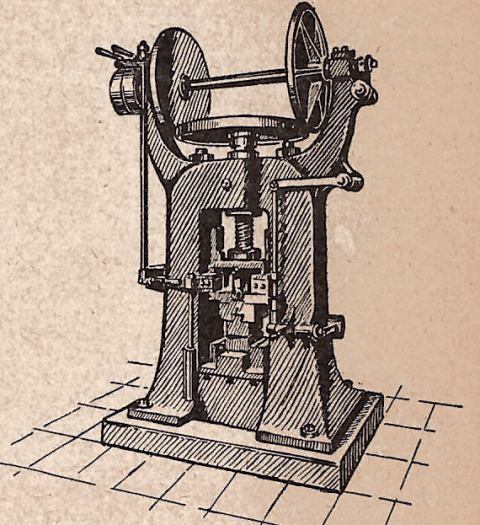
Obr. 235 – frikční lis
V zápustkách kove se pod kladivy pérovými i vzduchovými, parními padacími, kromě toho pod frikčními lisy (obr. 235).
Pro racionelní výrobu orebného nářadí slouží válcovací stolice (radlice, rozhon, slupice a hřídel). Ku výrobě menších odkovků jsou nejvhodnější vzduchová a pérová kladiva, těžší nápravy a zalomené hřídele parních lokomobil kovou se pod parními kladivy. Celá výroba v kovárně na hospodářské stroje točí se kol zápustek, často dosti nákladných. Normalisace tvarů má proto i tu svůj význam. Obyčejné ruční výhně ustupují při hromadné výrobě do pozadí, neb nestačí na zpracování většího množství, na jejich místo nastupují koksové výhně a Ruppmannovy pece s rekuperátory.
V soustružnách používají se moderní výkonné stroje obráběcí pro rychlopohon se zřejmou tendencí redukovati lidskou práci a pracovní čas na minimum. Znakem soustružny jsou revolverové soustruhy, karusely, poloautomaty a automaty, rozsáhlé je též používání frézovacích a brousicích strojů. Způsob práce je znárodněn několika příklady. Obr. 236 uvádí opracování bronzového bubnového ložiska pro mlátičky na frézovacím stroji a soustruhu na 3 upnutí.
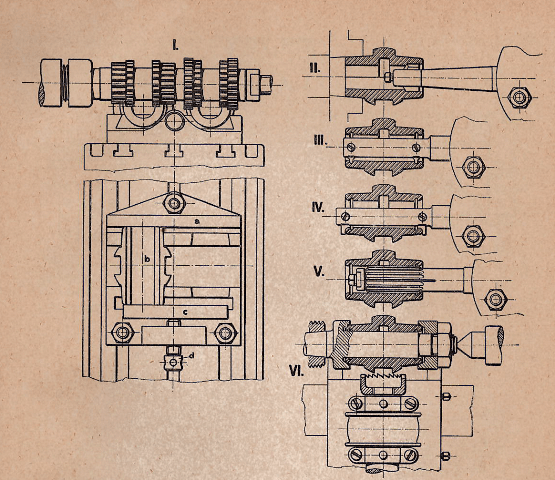
Obr. 236 – opracování ložiska
Při I. operaci ofrézují se dosedací plochy na frézce, ostatní zpracování děje se na soustruhu, (II. zhruba vyvrtati, III. vytočení stíracích drážek pro olej, IV. zaobaliti a na délku otočiti, V. vystružiti na míru, VI. otočiti kulovou plochu pánve přístrojem, který se upne na příční suport).
Instruktivním je opracování pístu výbušných motorů pro účely hospodářské (obr. 237).
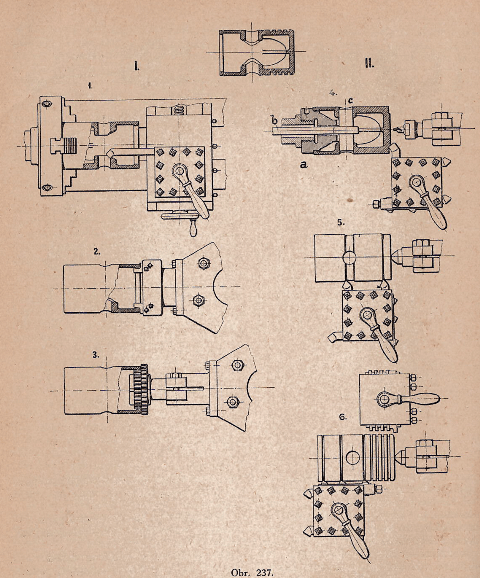
Obr. 237 – opracování pístu výbušného motoru
Po upnutí (I.) vytočí se ložisko pro pístový čep na šířku nožem 1, přední otvor pístu přepracuje se nožem 2 a vystruží se nástrojem 3 na přesnou míru. Pak sejme se píst a upne se (II.) na přírubu a, přitáhne se šroubem b a příčným svorníkem c. Na to orovná se dno pístu a zavrtá se pro důlčík 4, povrch pístu otočí se hrubě dvěma noži 5, a to tak, že prvý nůž začne v polovici a druhý ode dna. Třetím nožem opracuje se píst na čisto s přidáním na broušení. V zápětí vytočí se drážky pro olej a drážky pro těsnící kroužky 6. Nástroje pro drážky a zaoblení dna upraveny jsou na druhém suportu na opačné straně soustruhu.
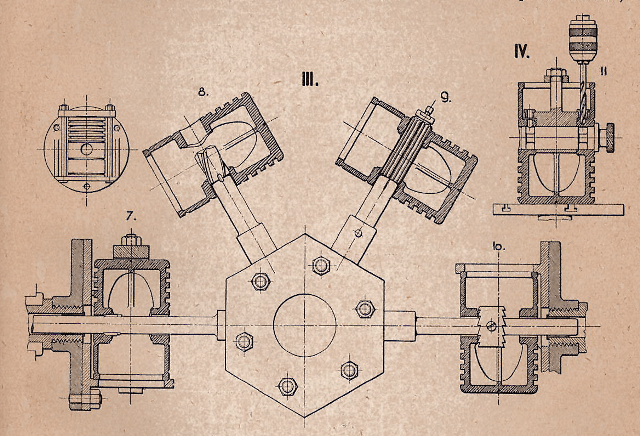
Obr. 238 – opracování pístu výbušného motoru
Obr. 238. udává další operace (III. předvrtání, vrtání, vystružení otvoru a ofrésování vnitřních stěn 7 až 10). Dokončující prací (IV.) je vyvrtání otvorů pro pojišťovací šrouby pomocí přípravky zajištěné čepem 11.
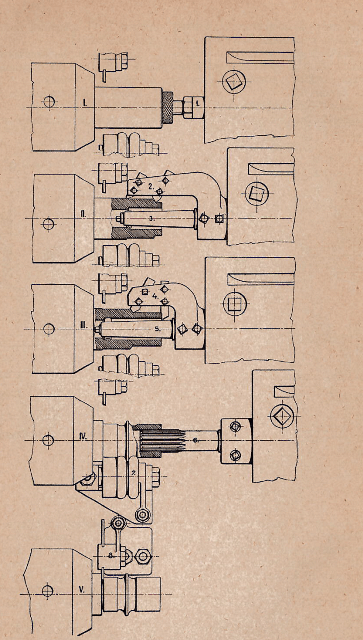
Obr. 239 – hotovení pouzder na automatu
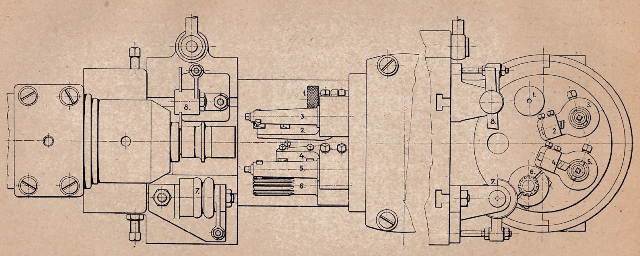
Nejzajímavějšími obráběcími stroji jsou automatické soustruhy. Obr. 239. znázorňuje postup při opracování pouzder pro kuličková ložiska, hotovená ze silnostěnných Mannesmannových rour.
Operce následují takto za sebou: I. posunutí roury až k nárazníku 1, II. otočení povrchu zhruba nástrojem 2 a vyvrtání otvoru tyčí 3, III. otočení přední části na čisto, zarovnání čela nožem 4 a vyvrátín otvoru na míru pro výstružník nástrojem 5, IV. vystružení otvoru 6 a otočení povrchových ploch faconovým nožem 7, V. upíchnutí hotového pouzdra upichovákem 8.
Obr. 240. podává sestavení nářadí 1, 2, 3, 4, 5, 6, 7 a 8 při popsaném opracování kuličkových ložisek.
Obr. 240
Velmi důležitým materiálem ve stavbě hospodářských strojů je dřevo, jeho lehkost, pevnost a snadná oprava učinila je nepostradatelným. Dřevo zpracuje se velmi pečlivě, tvrdé dřevo volí se na namáhané díly, měkké dřevo pro méně důležité, dub, buk, jasan a smrk jsou nejčastějšími druhy. Aby výběr dřeva a jeho příprava odpovídala kladeným požadavkům, mají hospodářské strojírny často svoje vlastní pily. Velké závody udržují pro stavbu strojů rozsáhlé sklady dřeva, ve kterých třídí a ukládají se potřebné síly a rozměry od fošen do nejtenčích prken podle druhu a jakosti. Ve skladech dřeva je postaráno o rychlý transport, výměnu vzduchu a odtok dešťové vody. Strojní zařízení truhlárny (stolárny) je odlišné podle výroby, rozhodujícím faktorem je rentabilita drahého strojního zařízení. Třeba počítati zvláště s tím, aby se využitkovaly specielní stroje.
Při řezání používá se největších rychlostí a dbá se, aby bylo co nejméně odpadků. U pásových pil podává se dřevo do řezu, u cirkulárních pil pohybuje se nástroj proti dřevu. Pažení hobluje se na všech čtyřech stranách najednou na 4 válcových hoblovačkách s rychlostí až 8 m za 1 mm. Rýsování provádí se podle šablon, postavení strojů řídí se postupem práce. Mezi černými stroji zasluhují zmínky ořezávací stroje, čepovačky, dlabačky, brousící a hladící stroje. Poslední stroje dodávají dřevu hladký, lesklý a čistý povrch. I klížení provádí se strojně. Dřevěná síta pro mlátičky vrtají a frésují se na rychlovrtačkách o velikém počtu obrátek. Strojní zařízení truhlárny je doplněno stroji na výrobu kol, jsou to: kopírky, ohýbačky na loukotě, frésy, dlabačky, vrtačky a soustruhy. Postup dřeva ze skladu až do vlastní truhlárny, kde z připravených a opracovaných dílů hotoví se podstavce, kostry a vnitřky pro hospodářské stroje, sleduje se výkazy ku získání dat pro dodatečnou kalkulaci. Hotové podstavce a „vnitřnosti“ dováží se do montáží strojnických.
Montážní dílny přijímají připravené dřevěné součásti a ostatní dílce a sestavují je ve stroje. Hotové stroje zkouší se ve zkušebnách, procházejí natěračskými dílnami a ukládají se do skladů, odkudž nastupují cestu k zákazníkovi.
Ing. J. Šimůnek, tech. ředitel, Triumf techniky 1924
Obr. na úvod článku: Montovna továrny na stroje hospodářské







