V průběhu třetí pětiletky bude v Československu dobudován socialismus a položeny základy ke komunismu. I když je u nás dnes již každému jasné, že tohoto cíle můžeme dosáhnout jen dalším zvyšováním výroby, není každému známo, jakým způsobem se má realizovat.
V uplynulém období jsme mohli zvyšovat tempo výroby především díky stoupající zaměstnanosti, zejména žen, a využitím rezerv v rozmístění pracovníků. Tyto rezervy však jsou dnes už do značné míry vyčerpány, a proto bude další zvyšování výroby záviset hlavně na růstu produktivity práce. Dosažení vysoké produktivity společenské práce bude také předpokladem k uskutečnění plánovaného zkracování pracovní doby. Ukazuje se tedy, že za současných podmínek je možno dosáhnout vysoké produktivity jen širokým nasazením a využitím nové techniky, zejména komplexní mechanizace a automatizace.
Vysvětlíme si krátce, co tyto pojmy znamenají. O mechanizaci mluvíme tehdy, jestliže nějaký pracovní úkon provádí stroj (přístroj, zařízení) ovládaný člověkem. Tak např. výkonnými mechanizačními prostředky jsou všechny obráběcí stroje, transportní zařízení, stroje pro zemní práce, pro těžbu surovin atd. Mechanizace se však uplatňuje i v oblasti administrativní a správní činnosti. Běžně se používá psacích strojů, rozmnožovacích strojů, dálnopisných zařízení, kalkulačních, účtovacích strojů a jiných známých zařízení.
Můžeme tedy říci, že mechanizační prostředky nahrazují člověka nejen v jeho práci fyzické, ale i v některých jednoduchých (zejména opakovaných) pracech duševních. Typické však je to, že ve všech případech člověk sleduje průběh procesu a řídí jej.
Je třeba si též uvědomit, že mechanizací rozumíme zpravidla zavádění mechanizace vyššího stupně, než je současný běžný stav. Sbíječka ve srovnání s krumpáčem představuje jistě výkonný mechanizační prostředek. Avšak za současné úrovně mechanizace např. v hlubinné těžbě uhlí je mechanizačním prostředkem kombajn a ne již zastaralá sbíječka.
Podobný příklad můžeme najít třeba i v oblasti výpočtářských prací: zavádíme-li na tomto úseku mechanizaci, nejde o použití logaritmických pravítek nebo ručních kalkulaček, ale o nasazení tzv. kalkulačních automatů aj.
Dosud jsme mluvili o mechanizaci jednotlivých procesů. Taková mechanizace pomáhá odstraňovat těžkou a namáhavou fyzickou práci a urychluje i ulehčuje některé jednoduché práce duševní. Za současného stavu, kdy jsou v podstatě zmechanizovány hlavní úseky činnosti, u nás značně zaostala, ve srovnání s jinými průmyslově vyspělými státy, mechanizace prací pomocných, dopravních, nakládacích a vykládacích, dokončovacích, balicích, kontrolních atp. Tyto práce vážou dosud v našem průmyslu statisíce pracovních sil k nízko kvalifikované a málo produktivní činnosti.
Tato okolnost způsobuje mj., že produktivita celých procesů (včetně těchto pomocných prací) zůstává na nízké úrovni.
Teprve tehdy, jestliže zmechanizujeme i všechny pomocné operace, docházíme k tzv. komplexní mechanizaci, kde jsou mechanizovány celé výrobní procesy včetně prací dopravních, upínacích atp. Jako příklad komplexní mechanizace lze uvést naše doly, kde se skrývka odebírá rýpadlem, nakládá se přímo do vagonů nebo na dopravní pásy a na určeném místě se zakládá bez doteku lidské ruky. Člověk zde jen řídí chod jednotlivých strojů a zařízení. Četné komplexně mechanizované provozy lze najít ve velkosériové výrobě, zejména ve strojírenství, kde jsou instalovány různé výrobní a montážní linky atp. V oblasti administrativních prací počítáme mezi prostředky komplexní mechanizace soupravy děrnoštítkových strojů.
Je patrné, že uplatňováním komplexní mechanizace se podstatně omezuje účast člověka ve výrobním procesu, takže produktivita takového procesu silně vzroste.
Nahradíme-li člověka, který řídí průběh mechanizovaného procesu, vhodným přístrojem nebo zařízením, dostáváme se k automatizaci. Pro automatizaci je tedy typické, že je člověk z výrobního procesu vyřazen vůbec a že stroj (přístroj, zařízení) přebírá i jeho funkci řídicí. Automatická zařízení tedy nahrazují člověka v některých duševních úkonech, podle okolnosti i dosti složitých.
Podle toho, na jakém stupni duševní činnosti mohou automatická zařízení člověka nahradit, je účelné rozdělit je do několika stupňů.
Automatizace 1. stupně je charakterizována tím, že v průběhu výrobního procesu jsou jednotlivé úkony vzájemně automaticky vázány, jako je tomu např. u automatických obráběcích strojů, u výrobních linek apod. Pro tento stupeň automatizace je typické, že rozměry resp. jakost výrobku, neovlivňují zpětně průběh pracovního procesu. Dojde-li u takového zařízení k poruše, vyrábějí se zmetky tak dlouho, dokud liská obsluha závadu neodstraní.
Činnost podobného zařízení si vysvětlíme podle schématu na obr. 1, kde je znázorněno uspořádání automatického kopírovacího soustruhu.
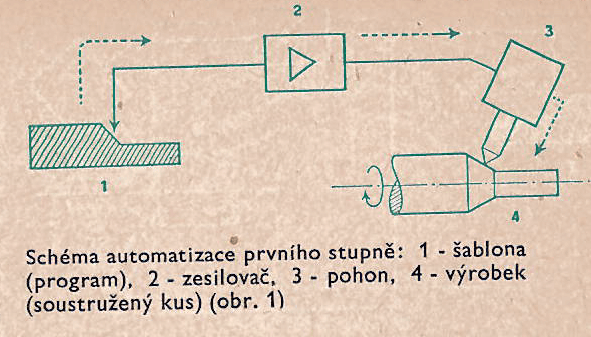
Do stroje se vloží šablona, která má tvar žádaného soustruženého kusu (např. hřídele). Obrys šablony 1 sleduje samočinně čidlo (mechanický dotek), jehož výchylka se zavádí do zesilovače 2. Ten ovládá výkonové zařízení, tzv. pohon 3, který přestavuje nástroj (nůž) tak, aby zcela přesně sledoval výchylky čidla. Jak patrno, probíhá vlastní pracovní proces – soustružení na žádaný tvar – bez účasti člověka.
V československém strojírenském průmyslu se podařilo vyvinout a vyrobit programové obráběcí stroje vysoké technické úrovně. Tyto stroje jsou podle předem vypracovaného programu řízeny děrným štítkem, děrnou páskou nebo záznamem na magnetofonovém pásku. Poslední jmenované zařízení je schopno zaznamenat na magnetofonový pásek pohyby dělníka při výrobě prvního kusu a další kus pak vyrábět automaticky podle tohoto záznamu.
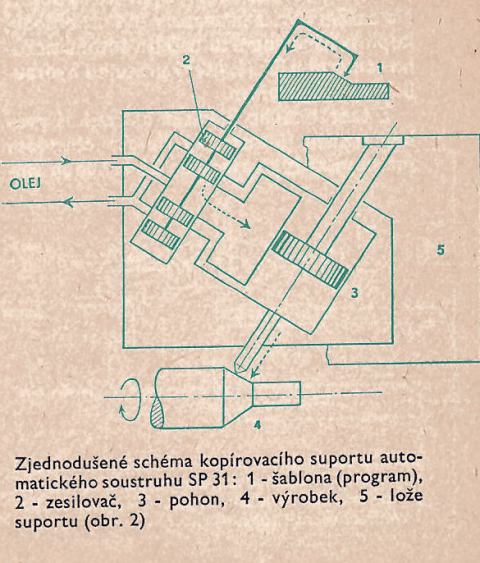
Ačkoliv jde o zařízení značně složitá, pracují v podstatě podle schématu na obr. 1. Na dalším obr. 2 je znázorněno uspořádání kopírovacího suportu našeho automatického soustruhu SP 31, který pracuje s hydraulickým zesilovačem.
Z teoretického hlediska nás zajímá průběh signálu (informace) řídicím obvodem (na obrázcích je naznačen čárkovanou šipkou). Vidíme, že signál od čidla jde do zesilovače, odtud k pohonu a projeví se nakonec ve tvaru resp. rozměrech soustruženého kusu. Signál probíhá v otevřeném obvodu, což je právě charakteristické pro automatizaci 1. stupně.
Řízení v otevřeném obvodu má tu nevýhodu, že při opotřebení nástroje nebo jiné závadě v řídicím obvodu stroj začne vyrábět zmetky. Celé zařízení tedy vyžaduje pravidelný dohled.
Tento požadavek prakticky odpadá, přejdeme-li na vyšší stupeň automatizace. Jestliže řídicí obvod uspořádáme tak, že se samočinně kontrolují rozměry, resp. jakost výrobku, naměřené hodnoty se porovnávají s hodnotami požadovanými a podle zjištěných odchylek se opravuje nastavení výkonového orgánu, přejdeme k automatizaci 2. stupně. Ta je tedy charakterizována trvalou samočinnou zpětnou kontrolou výsledků činnosti celého zařízení.

Všimněme si uspořádání podle obr. 3. Zde se trvale měří rozměry soustruženého kusu a v porovnávacím ústrojí se zjišťuje eventuální odchylka od žádaného rozměru. Je zřejmé, že řídicí obvod v tomto uspořádání může sám vyrovnat např. vliv opotřebení nástroje apod.
Tento řídicí obvod se podstatně liší od předcházejícího případu tím, že signál probíhá v uzavřeném obvodu. Samočinné řídicí obvody tohoto druhu patří mezi tzv. samočinné (automatické) regulace.
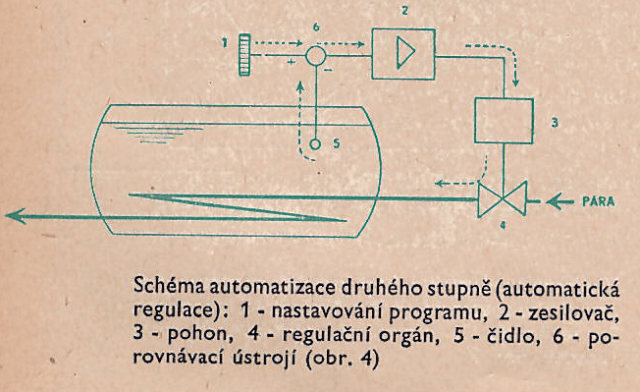
Zatímco se při řízení výrobních strojů používá automatické regulace dosud jen zřídka, je regulační technika značně rozšířena v chemickém průmyslu, v energetice a všade tam, kde je třeba ovládat kontinuální procesy. Všimněme si obr. 4, kde je znázorněna regulace teploty v nádrži, jejíž obsah je vytápěn parou protékající topným hadem. Průtok páry se nastavuje regulačním ventilem 4, ovládaným pohonem (servomotorem) 3. Pohon dostává signály od zesilovače 2, který zpracovává signály jednak od zařízení 1, jímž se nastavuje žádaná teplota, a jednak od čidla 5, jímž se zjišťuje skutečná teplota v nádrži. Zařízení složené z částí 1 až 6 se nazývá regulátor. Poruchy v popisovaném obvodu (tj. změny teploty v nádrži) zde mohou nastat tím, že se změní tlak nebo teplota topné páry, že se změní okolní teplota a tím i tepelné ztráty nádrže, změnou žádané teploty (programu) atp. Tak např. jestliže poklesne tlak topné páry, bude se do nádrže dodávat menší množství tepla a teplota v nádrži poklesne. Tuto změnu zjistí regulátor čidlem 5, uvede v činnost pohon a pootevře regulační ventil natolik, že teplota v nádrži stoupne na původní hodnotu.
Automatické regulace jsou dnes velmi rozšířené a používá se jich k řízení teploty, tlaku, průtoku, vlhkosti, otáček, frekvence, napětí atd. Všem regulacím je společné, že provádějí automaticky nejen předepsaný sled operací, ale také samy kontrolují svoji činnost.
Dnes však známe i vyšší stupně automatizace, které se vyznačují tím, že jejich samočinná zařízení volí z několika možností optimální možnost (nastavení) pracovního procesu, nebo je schopno řešit úlohu řízení pracovního procesu na nejvyšší jakost nebo s největší účinností, s nejmenší spotřebou pohonných hmot apod. Do této skupiny zahrnujeme mj. extremální regulace. Pro tato zařízení je typické, že používají kromě obvodů pro matematické operace též obvodů pro logické operace, takže se mohou sama „rozhodnout“ pro optimální varianty procesu.
Popíšeme činnost takového zařízení na příkladě extremální regulace spalovacího procesu na nejvyšší účinnosti.
Při regulaci spalování se obvykle udržuje regulátorem stálý poměr množství vzduchu k množství okamžitě dodávaného paliva podle jeho známé kalorické hodnoty tak, aby bylo dosaženo nejlepší účinnosti spalování. Změní-li se však jakost paliva, bude regulátor udržovat stejný poměr množství vzduchu k množství paliva jako dříve a účinnost spalování se zhorší přebytkem nebo nedostatkem vzduchu. Úlohou je tedy vytvořit regulátor, který mění poměr množství vzduchu k množství paliva tak, aby účinnost spalování byla stále maximální i při proměnných vlastnostech paliva.
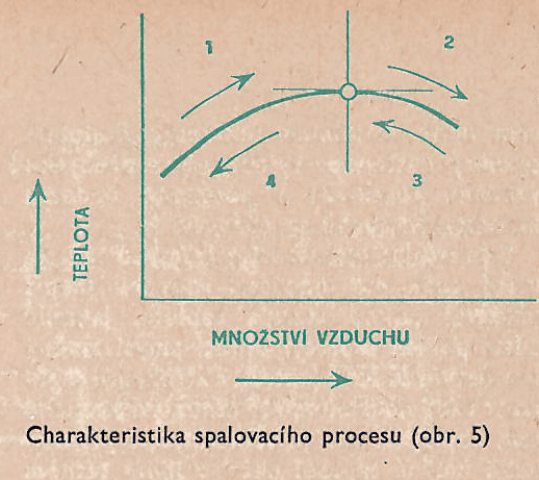
Měřítkem účinnosti spalovacího procesu může být např. teplota ve spalovacím prostoru. Uvažujeme, že se do spalovacího prostoru dodává stálé množství paliva, kdežto množství vzduchu se mění. Bude-li vzduchu málo, dosáhne se ve spalovacím prostoru určité teploty. Budeme-li zvětšovat množství vzduchu, bude teplota stoupat a při překročení určitého množství vzduchu začne opět klesat (úsek 2 na obr. 5). Charakteristika, která udává závislost teploty na množství vzduchu, má tedy v určitém bodě maximum (extrém). Podobné poměry nastanou, vyjdeme-li z přebytku vzduchu (úsek 3) a postupně budeme množství vzduchu zmenšovat.
Extremální regulátor je sestaven tak, že mění dodávané množství vzduchu (např. přidává) pokud stoupá teplota. Jakmile zjistí pokles teploty, obrátí smysl změny množství vzduchu (ubírá). Extremální regulátor tedy neustále mění množství vzduchu tak, aby spalování probíhalo stále při nejvyšší možné teplotě nebo v jejím těsném okolí, tj. při nejvyšší účinnosti spalovacího procesu.
Změní-li se jakost nebo množství tepla, najde extremální regulátor stejným způsobem nové příslušné maximum účinnosti.
Aby mohl extemální regulátor pracovat předepsaným způsobem, musí být vybaven zařízením, které rozezná, zda při stoupajícím množství vzduchu teplota stoupá (úsek 1) nebo klesá (úsek 2) a podobně zda při klesajícím množství vzduchu teplota stoupá (úsek 3) nebo klesá (úsek 4). Zjistí-li regulátor, že je v oblasti 2 nebo 3, musí vzduch ubrat.
Aby se mohl takto „rozhodnout“, je vybaven zařízením, které obsahuje obvody pro logické operace. Blokové schéma takového zařízení je na obr. 6.

Jestliže je nějaké automatické řídicí zařízení vybaveno větším počtem obvodů pro logické operace, mluvíme o zařízení kybernetickém.
Nejvyšší dnes známý stupeň automatizace představuje za současného stavu techniky řízení procesů samočinnými počítači. Byly již uvedeny do provozu závody, zejména v chemickém průmyslu, v nichž se měří všechny veličiny důležité pro provoz a tyto naměřené hodnoty se soustřeďují v samočinném počítači. Ten je v krátkých časových intervalech vyhodnocuje, takže vedení provozu má neustále k dispozici přehled o chodu celého zařízení, provozu, event. i závodu. V současné době se pracuje na tom, aby počítače podle vypočtených výsledků samy ovlivňovaly chod celého provozu podle předem daných požadavků.
Samočinné počítače se však úspěšně uplatňují i v jiných oblastech, jako např. ve vědecké, administrativní a správní činnosti. Tak např. v oblasti vědeckých prací umožňují zcela mimořádně zkrátit doby výpočtů a řešit exaktně takové úlohy, které dosud pro obrovský objem výpočtářských prací nebylo možno zvládnout. Úspěšné lety sovětských kosmických raket by byly bez použití samočinných počítačů nemyslitelné.
Takové stroje s vysokými operačními rychlostmi (tisíce až desetitisíce operací za vteřinu) mohou v krátké době zvládnout rozsáhlé administrativní práce při řízení podniků i celého národního hospodářství. Uvádí se, že tzv. střední počítač nahradí asi 500 administrativních sil.
Samočinné počítače představují vrchol automatizační techniky. S jejich širokým uplatněním se počítá v nejbližších letech i u nás.
Průmyslová automatizace se začala rozvíjet v širším měřítku až v letech po druhé světové válce. Byla uvedena do provozu celá řada komplexně mechanizovaných a automatizovaných výrobních linek zejména ve strojírenském průmyslu a byly realizovány rozsáhlé projekty automatických provozů chemických a energetických.
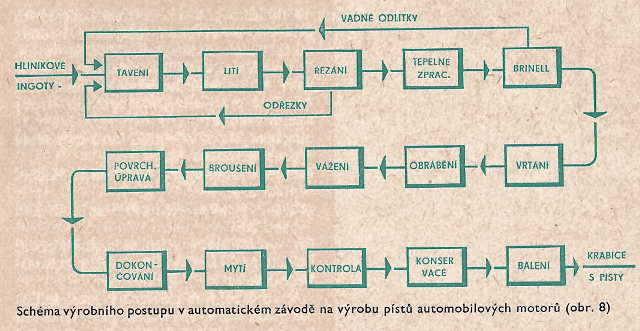
Překvapením pro celý svět bylo spuštění prvního automatického závodu na světě na výrobu pístů automobilových motorů v roce 1950 v Sovětském svazu. Schema tohoto automatického závodu je naznačeno na obr. 8. Na vstup automatické linky přicházejí hliníkové ingoty a na výstupní straně vychází denně 3500 pístů zabalených do krabic. Dopravník dodává hliníkové ingoty do elektrické pece, kde se taví. Roztavený hliník protéká dávkovačem, odlévá se pod tlakem a odlitek je pak předán do odřezávacího stroje, který odstraní nálitky, jež posílá zpět do pece.
Dále se odlitky žíhají, kontroluje se jejich tvrdost a vyřazené odlitky se vracejí opět do pece. Dobré odlitky se automaticky obrábějí, podle údajů samočinné váhy se reguluje odfrézování přebytečného materiálu a po broušení na bezhroté brusce procházejí písty povrchovou úpravou. Poté se písty myjí, přesně se vyvrtají otvory pro čep a podle rozměrů se roztřídí do čtyř skupin. Nakonec se písty konzervují tukem, balí do papíru, ukládají po šesti kusech do papírové krabice, kterou si stroj sám vyrábí, a konečně se skládají na dopravník.
Celý tento rozsáhlý automat, který svého času neměl na světě obdoby, obsluhuje pouze osm pracovníků. Produktivita práce tohoto automatu stoupla asi šestnáctkrát proti běžným způsobem výroby a vlastní výrobní náklady klesly na polovinu.
Podmínky velkosériové výroby dávají dobrý předpoklad pro rozvoj automatizace v automobilovém průmyslu vůbec. Tak např. u firmy Ford byla sestavena automatická linka na výrobu bloků osmiválcových motorů, která je dlouhá asi 120 m a provádí samočinně přes 500 operací. Linku obsluhují tři pracovníci, z nichž jeden pracuje jako přímá obsluha na vstupu linky a dva druzí seřizují nástroje. Jednu z nejmodernějších linek na výrobu bloků válců postavila firma Studebaker-Packard. Tato linka je dlouhá 400 m a opracovává hrubé bloky válců celkem ve 131 operacích. Pozoruhodná je výkonnost automatické linky pro stejný účel sestavené firmou Cross, která samočinně vykonává přes 500 operací výrobních a přes 130 operacích kontrolních při výkonu 100 bloků motorů za hodinu, takže 1 blok válců se obrobí za 36 vteřin.
Zavedením automatických linek ve výrobě automobilů Renault-Dauphine bylo dosaženo proti dřívějšímu způsobu výroby těchto výkonů:
- obrobení bloků válců: 65 kusů za hodinu proti dřívějším 36,
- lisování výplně dveří: 400 kusů za hodinu proti 290,
- lisování výplně střech: 400 kusů za hodinu proti 280.
Při výrobě bloků válců se zmenšil počet dělníků ze 76 na 8, kteří obsluhují automatickou linku.
Řadu úspěšných příkladů v automatizaci lze nalézt též v chemickém průmyslu. Tak např. automatizovaný závod Dow-Chemical Corp., který vyrábí asi 60 miliónů tun hořčíkových produktů ročně, zaměstnává včetně pracovníků údržby a nástrojařů pouze 400 lidí při 24hodinovém provozu.
Dalekosáhle jsou automatizovány též vodní elektrárny. Tak např. v Sovětském svazu každá vodní elektrárna, která zásobuje některý okres a tvoří část energetické soustavy, musí být vybavena automatickým řízením. Automatizovány jsou všechny operace, které se týkají spouštění agregátů, jejich synchronizace a zapojení na energetickou síť, operace pro normální a nouzové odstavování agregátů atp. Bylo dosaženo toho, že např. v Leninově elektrárně Dněproges s devíti agregáty a při jmenovitém výkonu 650 tisíc kW pracuje v každé směně jen pět lidí. Mnoho automatizovaných vodních elektráren s menším jmenovitým výkonem než 100 000 kW nemá ve strojovně vůbec stálý personál. To se projevilo ve značném zvýšení produktivity práce těchto elektráren.
Automatizace se výrazně uplatňuje i v dopravě. Tak např. francouzská železniční společnost SNCF používá elektronicky řízené automatické soustavy hradlových stanovišť. Tato soustava umožňuje vyšší objem přepravy, protože bylo možno zkrátit hradlové oddíly, potřebuje méně pracovníků a zvyšuje bezpečnost dopravy.
Také československý průmysl dosáhl v rozvoji automatizace již pěkných úspěchů. Jsou všechny předpoklady k tomu, aby se během třetí pětiletky automatizace rozšířila ve všech průmyslových odvětvích.
Ve strojírenství byly kromě dříve popsaných programových strojů uvedeny do provozu pro potřeby velkosériové výroby automatické linky na obrábění bloků automobilových motorů, na opracování ojnic, na opracování skříní valivých ložisek apod. Tyto linky přinesly několikanásobné zvýšení produktivity práce a znamenaly obrovský přínos, zejména pokud jde o získání zkušeností s konstrukcí a provozem takových složitých a výkonných zařízení. V období třetí pětiletky bude v československém strojírenském průmyslu zavedeno na 200 automatických linek, 12 000 automatických obráběcích strojů, z toho 7500 strojů s programovým řízením atd. K ověření progresívních technologií a k získání zkušeností s komplexně automatizovanými výrobami bude uvedena do provozu celá řada automatických výroben, jako např. automatická slévárna, automatické lisovny aj.
Úspěšně byly vyvinuty a zavedeny do výroby i moderní měřicí a regulační přístroje, které se nikdy dříve u nás nevyráběly.
V hutnictví byla zvládnuta automatická regulace tepelných procesů. V období třetí pětiletky budou komplexně mechanizovány a automatizovány některé vysokopecní procesy a všechny martinské pece budou automaticky regulovány. Současně s tím se budou zavádět pokrokové kontinuální výrobní procesy zejména ve výrobě oceli. Zaváděním mechanizačních prostředků se podstatně sníží podíl namáhavých a pomocných prací.
V chemickém průmyslu, kde většina výrobních procesů má již dnes kontinuální charakter, bylo dosaženo celé řady úspěchů v automatizaci i složitých výrobních procesů, jako např. ve výrobě kyseliny sírové, ve výrobě umělých hnojiv atd. V chemickém průmyslu jsou všechny předpoklady k tomu, aby byly v krátké době prakticky odstraněny všechny zdraví škodlivé práce a aby nově vybudované kapacity mohly být vybaveny nejvyšší automatizací. Tak zejména v nově budovaných závodech se počítá se zavedením komplexní automatizace a s řízením procesů počítači.
V energetice byla z větší části dokončena mechanizace a podařilo se zautomatizovat značnou část procesů v tepelných elektrárnách; téměř úplně byl automatizován provoz elektrické části. Tak např. automatická regulace spalování je zavedena asi z 60 % a regulace napájení asi z 90 % celkového instalovaného výkonu. Byly též vytvořeny předpoklady pro komplexní automatizaci vodních elektráren, zejména vltavské a vážské kaskády.
I v ostatních průmyslových odvětvích bylo v uplynulých letech dosaženo význačných úspěchů zejména v komplexní mechanizaci při těžbě surovin, ve stavebnictví a dopravě. Tím byly vytvořeny předpoklady pro úspěšné zavádění automatizace.
V mnoha případech vyvolává automatizace potřebu nových technologií. Tak se např. v textilním průmyslu počítá se zavedením většího počtu automatických linek na výrobu netkaného textilu.
Československý průmysl má všechny předpoklady k rozvoji a výrobě samočinných počítačů, a to jak pro účely vědecké, tak pro účely hospodářské. Ve třetí pětiletce se počítá s nasazením většího počtu počítačů pro administrativní a správní účely. To pomůže podstatně zhospodárnit a zdokonalit jak evidenci, tak i řízení podniků event. i větších hospodářských celků.
Automatizace v Československu je na samém počátku svého uplatnění. Ale již dnešní výsledky ukazují, že rozvoj komplexní mechanizace a automatizace, a to jak v oblasti výroby, tak i v oblasti vědecké, administrativní a správní činnosti bude rozhodující měrou ovlivňovat růst produktivity práce. Vysoká produktivita nejen zaručí úspěšné splnění náročných hospodářských úkolů, ale umožní podstatně zkrátit pracovní dobu již v dohledné době. To spolu se změnou charakteru lidské práce významně přispěje k dovršení kulturní revoluce.
Doc. inž. Milan Balda, kand. tech. věd, XX století, Orbis 1960
K obrázku na úvod: Specializovaný automat může vykonávat jen určitý omezený počet operací, avšak má vysokou produktivitu práce. Jeho používání je ekonomicky výhodné ve velkosériové výrobě – výrobek TOS-Kuřim







